Home>>News
Machineryshops.com
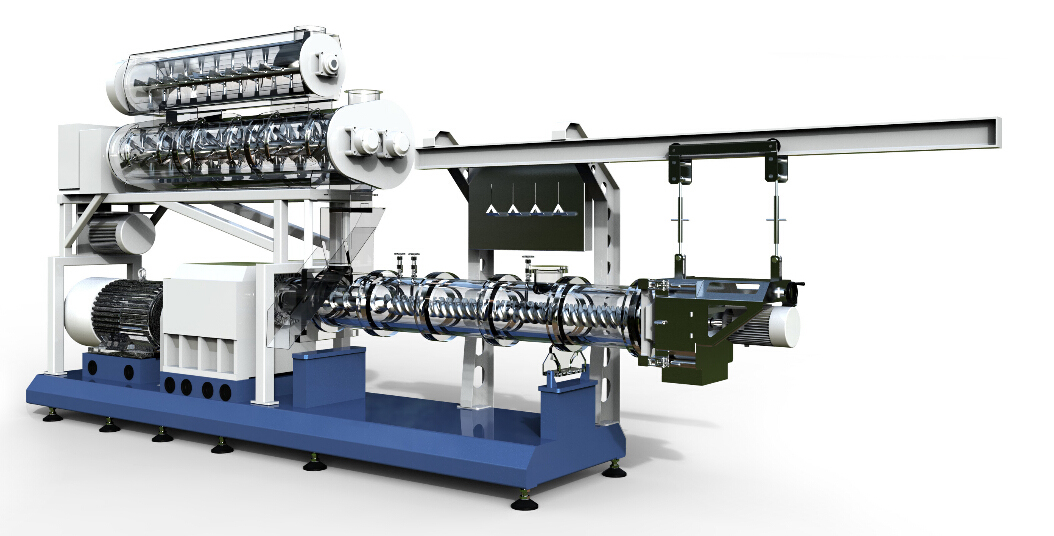
Efficient screw configuration for aquafeed floatability control
A principal advantage of using extrusion cooking to make aquafeeds is that it permits sinking and floating diets to be produced on the same equipment.Generally, floating feed, floating on the surface of the water, enables aqua farmers to observe fish and monitor their health and vigor, also avoids wasted feed and pond pollution problems, in comparison with sinking pellets which have shorter water stability time, and will gradually sink and settle on the bottom if uneaten.
Since different feeding habits of the particular species of fish, to produce pellets of various floating or sinking characteristics is preferred by feed manufacturers for meeting market need. And the application of advanced extrusion technology correctly enables the production of feed with desired density and sinking speed according to manufacturers' specific needs. Since single-screw cooking extruders are widely employed in dry, expanded, aquafeed industry, this article will discuss how to change screw configuration to maximize floating feed and sinking feed processing performances.
Configurations for floating auqafeeds
If some sinking feed is generated during the production of floating feed, the following measures can be took for troubleshooting:
1. Replace the die plate. Die plate of smaller opening area is recommended to adopt to increase the pressure of extruding chamber and the floating probability instead of plugging the die hole;
2. Replace the discharging screw with three-grooved screw to improve the floating rate;
3. Change the assembly mode of kneading elements. It is recommended to make all the kneading elements arranged to feed reverse among which three kneading elements were arranged to feed forward and three to feed reverse when leaving factory;
4. Replace the middle section screw with three-grooved screw or short double-threaded screw head combined with kneading elements.

Generally, case 2 and case 3 are conventional screw configurations for the main production of floating feed; only when the first three methods mentioned above have no effect can configuration 4 be applied, which is mainly used for processing some unconventional formulas, such as the formula with high fat and low starch. For example, configuration 4 once was successfully employed on MY165 to produce floating feed with fat content of 11% and starch content of over 20%, the raw materials are vegetable based, and the fat mainly including fish oil and vegetable oil is added in mixer.
Configurations for sinking aquafeeds
If some floating feed is generated during the production of sinking feed, the following measures can be took for troubleshooting:
1. Readjust kneading elements to make all the kneading elements arranged to feed reverse;
2. Replace the short twin-screw and kneading element with middle section singe screw and remove the shear locks;
3. Add a vacuum pump for creation of vacuum at the pressure relief opening;
4. Add density control equipment at discharge outlet;
5. Reduce the rotation speed of the principal machine of extruding machine.
Generally, configuration 1 is more economic without adding any accessories, but have little effect; configuration 2 has good effect and only needs to replace one section screw, it also was employed on MY165 for producing sinking river crab feed which is more difficult to be manufactured, even so, at given formula the obtained end products delivered good quality with conditioner temperature maintaining above 90 , while the conditioner temperature can only remain about 80 and some floating end products were produced when configuration 2 was not used; configuration 5 is theoretically feasible, but it needs to replace belt disc to control the rotation speed of main machine due to the absence of frequency-transformer on single screw extruder, which is relatively more complicated for application; configuration 3 and configuration 4 are of relatively high cost, and if addition of equipment took account configuration 4 is recommended which provides good performance and easy operation.
Reviews
Write a review
If you would like to write a review, please login first.









© 2011-2020 | Powered by Machineryshops&Famsun™.
All rights reserved