- visão global
- revisão de cliente
Peletizador – matriz (se nas escolhas de configuração não exista o modelo de peletizador que usam, favor de escolher os outros modelos, nós vamos fabricá-los de acordo com as suas exigências)
-- Alta força, alta resistência ao desgaste, alta resistência à corrosão, alta capacidade anti-choque, alta resistência ao calor, alta resistência à fadiga
Especificação de abertura de matriz(mm)
1.2 1.3 1.4 1.5 1.6 1.8 2.0 2.2 2.5 2.8 3.0 3.2 3.5 3.8 4.0 4.2 4.5 4.8 5.0 6.0 8.0 10.0 12.0
Especificação de taxa de compressão de matriz
1:4-1:25
Sugestões
1. AS MARCAS APLICADAS do produto têm de escolher MUYANG, se quiser personalizar matrizes de outras marcas, favor de entrar a página de Personalização.
2. Os modelos não de as especificações acima podem ser personalizados.
√ As grandes fábricas de forjadura de aços fornecem aços de qualidade.
√ Os moldes de brocas especiais fabricados pelas fábricas de moldes profissionais com experiências de mais de 20 anos garantem a precisão de dimensões de montagem e de aberturas de moldes.
√ As fábricas de tratamento de calor famosas fornecem os equipamentos avançados, como forno de tratamento térmico vácuo, tratamento de calor de semimanufacturados.
√ Rica experiência em desenho e aplicação global, garantimos a profundidade do furo e taxa de abertura de moldes a fim de atender as diferentes exigências de rações para aves, alimentação animal e aquático de modo a melhorar a qualidade do produto e eficiência da peletização.
√ Perfeitos serviços pré-venda e pós-venda, fabricamos matriz de qualidade.
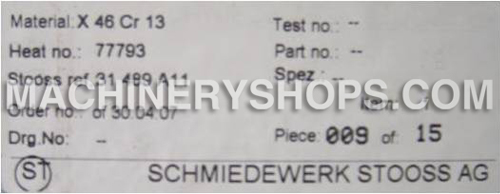
Por causa da influência de factores de indústria de fundição, o branco de matriz de menor abertura deve escolher os forjados de qualidade importados da Companhia STOOSS de Suíça (na figura seguinte):
1.Escolhe-se a arte de refinação de materiais, de alta pureza, reduzindo grandemente os elementos nocivos (tais como S, P), e melhora assim as propriedades mecânicas dos materiais;
2. Os materiais devem ser reforçados por forjadura de fibra de rolamento, completos e uniformes, assim melhoram as propriedades mecânicas dos materiais;
3. A companhia STOOSS tem os equipamentos, arte de fundição, sistema de tratamento de dados eléctrônicos e sistema de controle de qualidade mais avançados do mundo;
4. Os materiais de branco de matriz normalmente adoptam rolos de ligas de alta-cromo, e algumas pequenas fábricas adoptam 45 aço carbono normal;
5. A rigidez de branco é controlada, entre HB170-220 deve ser melhor, se a rigidez ser maior, as brocas são facilmente danificadas, enquanto a rigidez é mais baixa, isso infecta o brilho de aberturas;
6.A fim de controlar a uniformidade de materiais internas de branco, deve-se detectar as falhas a cada branco a fim de evitar rachaduras, buracos, RPMs no interno de branco;
7. Depois de processamento pela máquina e tratamento de calor de vácuo, a rigidez de os brancos de matriz éHRC52~58 (quando o diâmetro interno é menos de 350mm), e HRC50~56 (quando o diâmetro interno é maior que 350mm), isso tem melhor resistência à desgaste e à corrosão;
8. A fim de controlar a uniformidade de rigidez, depois do tratamento de matriz, se tirar pelo menos 3 pontos em cada parte de tripartido na direcção circunferencial para medir o valor médio de rigidez, a diferença de rigidez entre as partes não deve superar HRC4;
9. De acordo com princípios de material metálico, com características de supressão de gás, realiza-se a optimização de C, Cr, Mn, Ni, V e outros elementos do conteúdo de modo a formar os padrões de materiais de matriz de MUYANG.
Principais tipos de estrutura de abertura de matriz:
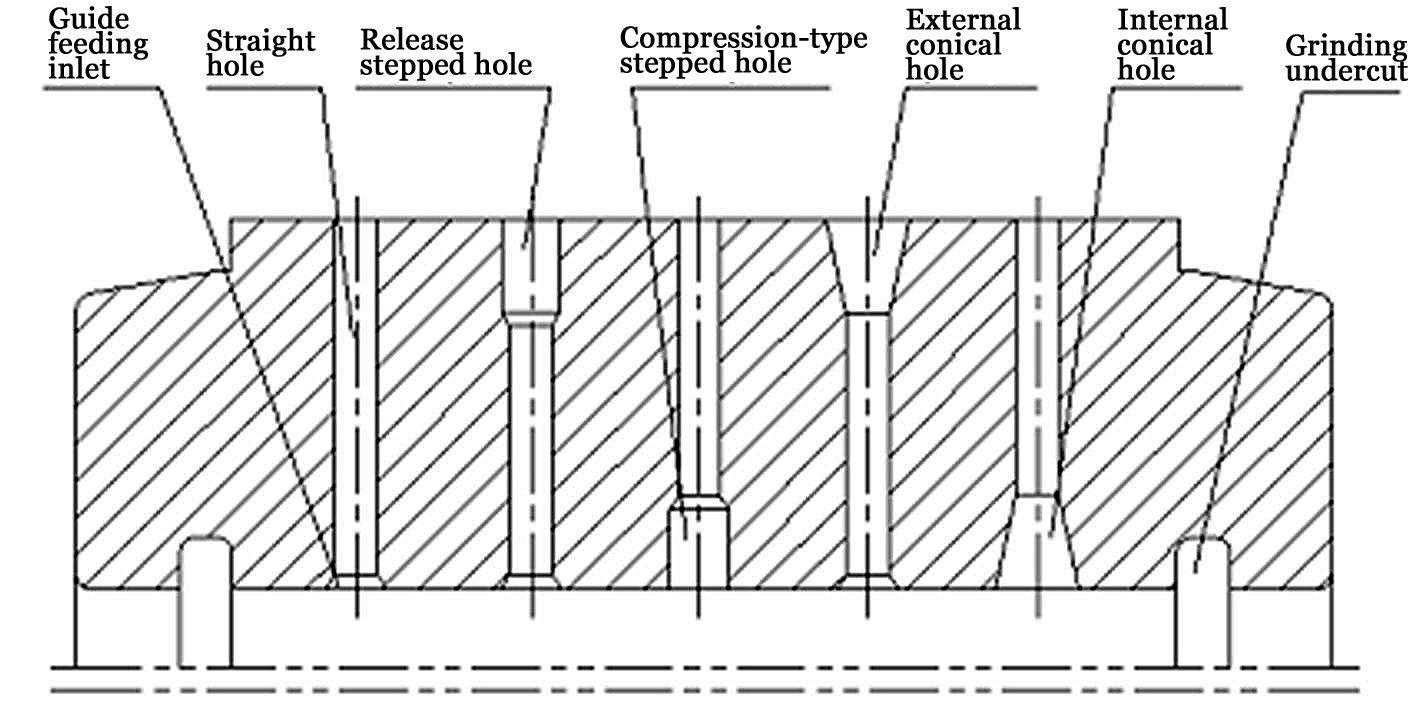
Relação entre a estrutura de matriz e granulação:
√buraco em linha reta e buraco em forma de escada liberando são mais adequados no processo da ração;
√buraco cônico exterior é mais adequado no processo da ração como farelo desengordurado;
√buraco cônico interior e buraco em forma de escada de compressão são mais adequados no processo das rações leves;
√deve usar menos buracos em forma de escada liberando possível(buraco de descompressão);
√Pode desenhar buracos de descompressão porque os buracos nas bordas do molde anel têm dificuldades na saída dos materiais.
Devemos, primeiramente afiar nossas ferramentas antes do trabalho:
√Usa-se o forjamento do aço inoxidável de cromo alto carbono, melhorando o teor de cromo e carbono, levantando a resistência ao desgaste, resistência à corrosão do molde anel.
√Pode processar os moldes aneis que tem abertura, taxa de compressão superando &1.2mm(incluído &1.2mm).
√pode processar o tamanho do molde anel ao diâmetro(300mm-1500mm) *altura de 500mm.
√O processo do molde anel é controlado totalmente automaticamente, formando os buracos em uma vez, tem alta luminosidade.
1.usinagem de precisão
foi escolhido o centro de usinagem CNC de Korea hankook( como mostrado)

Os moldes aneis do centro de usinagem CNC são os com precisão dimensional, tolerância geométrica e rugosidade da superfície altas.
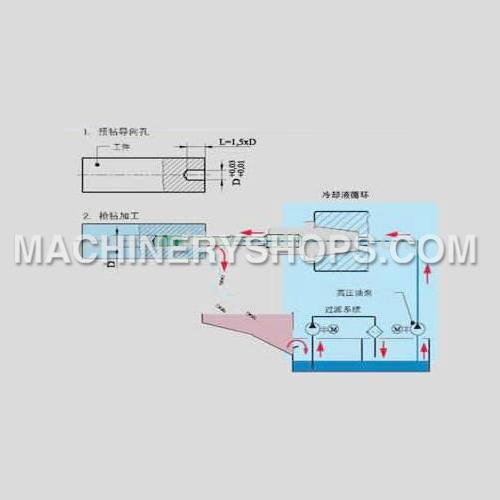
2.usinagem de buracos
foi escolhido o furador importado de alemão( como mostrado)


escolheu o furador de 8 eixo de MOLLART inglês, em toda china só tem única em Muyang, pode processar o molde anel com diâmetro exterior de 1,5m, cuja velocidade é de 17,000 rpm.
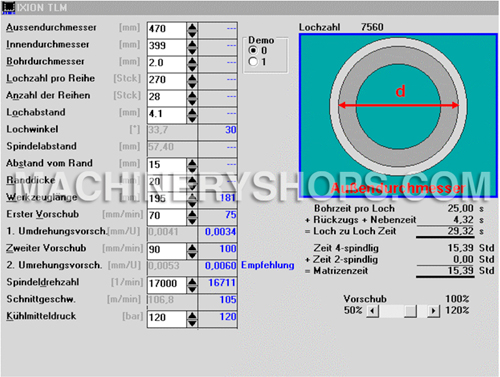
máquinas de furação, furadores e softwares de furação:
1. a precisão da posição do buraco é alta, sendo 15 segundo por volta, a precisão também garante a precisão de tamanho, uniforme das partículas , uniforme de desgaste do molde aneln e uniforme das força nas direções radial e circunferencial;
2. furadores importados com alta velocidade e o líquido refrigerante garantem as condições necessárias na furação, e os moldes aneis têm a rugasidade de Ra0.8, os buracos são suaves, grantindo a quantidade de galvanização , a qualidade e a conveniência de ajuste.(no início não precisa lavar o molde);
3. A aplicação dos softwares de furação faz bom à elevação da taxa e à melhoria dos outros formas de furação, garantindo a quantidade, a vida de galvanização e a qualidade de partícula.


escolheu furadores de GERMANY BOTEK, e o óleo de corte FOX de GERMANY FUSI( como mostrado)
escolheu softwares de furação especial do molde anel de GERMANY IXION( como motrado)
forma de furação do modelo de Muyang:
1. segundo o princípio fluente de material, sub condição da mesma taxa de abertura, este buraco tem a maior produção de molde anel;
2. mesmo modelo de molde anel , o do Muyang tem a taxa mais alta de furação(por exemplo, MYPD63φ2.0, o do Muyang tem mais 6000 buracos);
3. segundo os princípios dos pressão e fluxo, nesta condição de molde anel não é fácil aparecer bloqueio;
4. Os desgastes são uniformes nos cortes, e não há a situação serrilhada.
3.endurecimento de vácuo
Forno a vácuo de America seco / Warwick(como mostrado):
1. alto vácuo, na superfície do molde anel não há reação de oxidação, garantindo a lumisidade original da superfície;
2. alto vácuo, montagem girante do fundo e aquecimento por conveção, deixando a deformação é a mínima;
3. o processo de CNC garante a qualidade de molde anel;
4. Ajuste adequadamente o aquecimento, isolamento, taxa de refriamento e o tempo para obter a situação mais apropria do trabalho.
-- Alta força, alta resistência ao desgaste, alta resistência à corrosão, alta capacidade anti-choque, alta resistência ao calor, alta resistência à fadiga
Especificação de abertura de matriz(mm)
1.2 1.3 1.4 1.5 1.6 1.8 2.0 2.2 2.5 2.8 3.0 3.2 3.5 3.8 4.0 4.2 4.5 4.8 5.0 6.0 8.0 10.0 12.0
Especificação de taxa de compressão de matriz
1:4-1:25
Sugestões
1. AS MARCAS APLICADAS do produto têm de escolher MUYANG, se quiser personalizar matrizes de outras marcas, favor de entrar a página de Personalização.
2. Os modelos não de as especificações acima podem ser personalizados.
√ As grandes fábricas de forjadura de aços fornecem aços de qualidade.
√ Os moldes de brocas especiais fabricados pelas fábricas de moldes profissionais com experiências de mais de 20 anos garantem a precisão de dimensões de montagem e de aberturas de moldes.
√ As fábricas de tratamento de calor famosas fornecem os equipamentos avançados, como forno de tratamento térmico vácuo, tratamento de calor de semimanufacturados.
√ Rica experiência em desenho e aplicação global, garantimos a profundidade do furo e taxa de abertura de moldes a fim de atender as diferentes exigências de rações para aves, alimentação animal e aquático de modo a melhorar a qualidade do produto e eficiência da peletização.
√ Perfeitos serviços pré-venda e pós-venda, fabricamos matriz de qualidade.
Por causa da influência de factores de indústria de fundição, o branco de matriz de menor abertura deve escolher os forjados de qualidade importados da Companhia STOOSS de Suíça (na figura seguinte):
|
 |
 |
|
 |
1.Escolhe-se a arte de refinação de materiais, de alta pureza, reduzindo grandemente os elementos nocivos (tais como S, P), e melhora assim as propriedades mecânicas dos materiais;
2. Os materiais devem ser reforçados por forjadura de fibra de rolamento, completos e uniformes, assim melhoram as propriedades mecânicas dos materiais;
3. A companhia STOOSS tem os equipamentos, arte de fundição, sistema de tratamento de dados eléctrônicos e sistema de controle de qualidade mais avançados do mundo;
4. Os materiais de branco de matriz normalmente adoptam rolos de ligas de alta-cromo, e algumas pequenas fábricas adoptam 45 aço carbono normal;
5. A rigidez de branco é controlada, entre HB170-220 deve ser melhor, se a rigidez ser maior, as brocas são facilmente danificadas, enquanto a rigidez é mais baixa, isso infecta o brilho de aberturas;
6.A fim de controlar a uniformidade de materiais internas de branco, deve-se detectar as falhas a cada branco a fim de evitar rachaduras, buracos, RPMs no interno de branco;
7. Depois de processamento pela máquina e tratamento de calor de vácuo, a rigidez de os brancos de matriz éHRC52~58 (quando o diâmetro interno é menos de 350mm), e HRC50~56 (quando o diâmetro interno é maior que 350mm), isso tem melhor resistência à desgaste e à corrosão;
8. A fim de controlar a uniformidade de rigidez, depois do tratamento de matriz, se tirar pelo menos 3 pontos em cada parte de tripartido na direcção circunferencial para medir o valor médio de rigidez, a diferença de rigidez entre as partes não deve superar HRC4;
9. De acordo com princípios de material metálico, com características de supressão de gás, realiza-se a optimização de C, Cr, Mn, Ni, V e outros elementos do conteúdo de modo a formar os padrões de materiais de matriz de MUYANG.
Principais tipos de estrutura de abertura de matriz:
Relação entre a estrutura de matriz e granulação:
√buraco em linha reta e buraco em forma de escada liberando são mais adequados no processo da ração;
√buraco cônico exterior é mais adequado no processo da ração como farelo desengordurado;
√buraco cônico interior e buraco em forma de escada de compressão são mais adequados no processo das rações leves;
√deve usar menos buracos em forma de escada liberando possível(buraco de descompressão);
√Pode desenhar buracos de descompressão porque os buracos nas bordas do molde anel têm dificuldades na saída dos materiais.
Devemos, primeiramente afiar nossas ferramentas antes do trabalho:
√Usa-se o forjamento do aço inoxidável de cromo alto carbono, melhorando o teor de cromo e carbono, levantando a resistência ao desgaste, resistência à corrosão do molde anel.
√Pode processar os moldes aneis que tem abertura, taxa de compressão superando &1.2mm(incluído &1.2mm).
√pode processar o tamanho do molde anel ao diâmetro(300mm-1500mm) *altura de 500mm.
√O processo do molde anel é controlado totalmente automaticamente, formando os buracos em uma vez, tem alta luminosidade.
1.usinagem de precisão
foi escolhido o centro de usinagem CNC de Korea hankook( como mostrado)
Os moldes aneis do centro de usinagem CNC são os com precisão dimensional, tolerância geométrica e rugosidade da superfície altas.
2.usinagem de buracos
foi escolhido o furador importado de alemão( como mostrado)
3.a oficina de produção
máquina operatriz especial de IXION alemanha(como mostrado), cuja velocidade é de 18.000 rpm
escolheu o furador de 8 eixo de MOLLART inglês, em toda china só tem única em Muyang, pode processar o molde anel com diâmetro exterior de 1,5m, cuja velocidade é de 17,000 rpm.
máquinas de furação, furadores e softwares de furação:
1. a precisão da posição do buraco é alta, sendo 15 segundo por volta, a precisão também garante a precisão de tamanho, uniforme das partículas , uniforme de desgaste do molde aneln e uniforme das força nas direções radial e circunferencial;
2. furadores importados com alta velocidade e o líquido refrigerante garantem as condições necessárias na furação, e os moldes aneis têm a rugasidade de Ra0.8, os buracos são suaves, grantindo a quantidade de galvanização , a qualidade e a conveniência de ajuste.(no início não precisa lavar o molde);
3. A aplicação dos softwares de furação faz bom à elevação da taxa e à melhoria dos outros formas de furação, garantindo a quantidade, a vida de galvanização e a qualidade de partícula.
escolheu furadores de GERMANY BOTEK, e o óleo de corte FOX de GERMANY FUSI( como mostrado)
escolheu softwares de furação especial do molde anel de GERMANY IXION( como motrado)
forma de furação do modelo de Muyang:
1. segundo o princípio fluente de material, sub condição da mesma taxa de abertura, este buraco tem a maior produção de molde anel;
2. mesmo modelo de molde anel , o do Muyang tem a taxa mais alta de furação(por exemplo, MYPD63φ2.0, o do Muyang tem mais 6000 buracos);
3. segundo os princípios dos pressão e fluxo, nesta condição de molde anel não é fácil aparecer bloqueio;
4. Os desgastes são uniformes nos cortes, e não há a situação serrilhada.
3.endurecimento de vácuo
Forno a vácuo de America seco / Warwick(como mostrado):
1. alto vácuo, na superfície do molde anel não há reação de oxidação, garantindo a lumisidade original da superfície;
2. alto vácuo, montagem girante do fundo e aquecimento por conveção, deixando a deformação é a mínima;
3. o processo de CNC garante a qualidade de molde anel;
4. Ajuste adequadamente o aquecimento, isolamento, taxa de refriamento e o tempo para obter a situação mais apropria do trabalho.
5. alta taxa de refriamento garante a distribuição uniforme dos carbonetos, a temperabilidade de molde e o equilíbrio do uso de molde;


0 sair 5
(0 revisão)
produtos em destaque
acessórios











© 2011-2020 | Powered by Machineryshops&Famsun™.
All rights reserved